

��������KEYENCE LB-70ϵ�м���λ�Ƃ�������(sh��)�r(sh��)�z�y(c��)�L��z�ܵğ�Û��s�Ą�(d��ng)�������a(b��)��ֵ�����oPLC��ͨ�^�a(b��)�����㌢�@һ�Ą�(d��ng)�������ڃ�(n��i)��Ȼ����ɝL��z�ܵ����^ʧ��
����һ���L��z�ܟ�Û��s������
�P(gu��n)���^���͵ĝL��z�ܶ����]�˟�Û��s���}������THK��CKD��ϵ�нz�ܣ�һ���x��һ�˹̶���㕽��R�_(d��)һ�ˣ�����һ�˿��ԏ��Եķ�ʽ��������Ƅ�(d��ng)�d�_(t��i)�ڽz�ܰ����R�_(d��)�Ľ����c�h(yu��n)�����ܵ�Ӱ�Ҳ�Ͳ�һ�ӡ������۷e�ĸĄ�(d��ng)���^С����(du��)�a(ch��n)Ʒ�ľ���Ӱ�Ҳ�^С�����h(yu��n)�������۷e������(g��)�z�ܵ�Û��Ą�(d��ng)�����ʌ�(du��)�a(ch��n)Ʒ���ȵ�Ӱ푺ܴD2����
�P(gu��n)���^���͵ĝL��z�ܶ����]�˟�Û��s���}������THK��CKD��ϵ�нz�ܣ�һ���x��һ�˹̶���㕽��R�_(d��)һ�ˣ�����һ�˿��ԏ��Եķ�ʽ��������Ƅ�(d��ng)�d�_(t��i)�ڽz�ܰ����R�_(d��)�Ľ����c�h(yu��n)�����ܵ�Ӱ�Ҳ�Ͳ�һ�ӡ������۷e�ĸĄ�(d��ng)���^С����(du��)�a(ch��n)Ʒ�ľ���Ӱ�Ҳ�^С�����h(yu��n)�������۷e������(g��)�z�ܵ�Û��Ą�(d��ng)�����ʌ�(du��)�a(ch��n)Ʒ���ȵ�Ӱ푺ܴD2����

��������LB-70ϵ�м���λ�Ƃ�����
1.����λ�Ƃ�����
1.����λ�Ƃ�����
KEYENCE LB-70ϵ�м���λ�Ƃ���������2��m�ĸ߽����ȣ�0.15ms�Ŀ��ٷ���(y��ng)�r(sh��)�̣���(zh��n)�_��0V���O(sh��)�����Լ������M(j��n)���L(zh��ng)�g���y(c��)�����D3a�鼤��ٿ�����LB-11 laser head�����ΈD��
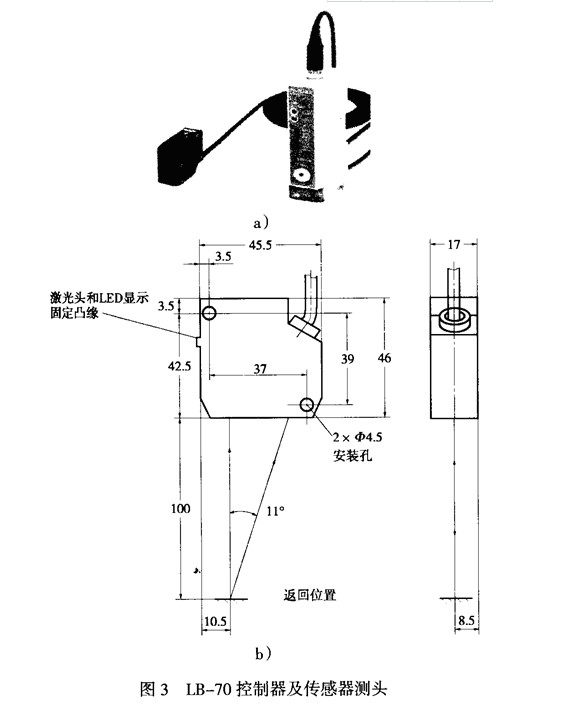
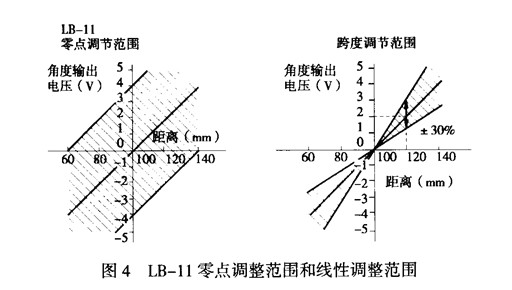
�D4��L(zh��ng)B-11 laser head�����c(di��n)�{(di��o)��Ҏ(gu��)ģ�;����{(di��o)��Ҏ(gu��)ģ������Ԕ��(x��)�U�����O(sh��)������������ҊKEYENCE�����������փ�(c��)��
2.�z�y(c��)ԭ��
�O(sh��)��0V�λ��ͨ�^�ĸМy(c��)�^�����ļ���z�y(c��)�������g���ĸĄ�(d��ng)�D(zhu��n)����ֱ��늉�ݔ����Ȼ����PLCģ�M������һ�Kģ��(sh��)�D(zhu��n)��ģ�K��Ȼ��(sh��)�r(sh��)늉��Ą�(d��ng)�D(zhu��n)׃?y��u)��g���Ą�(d��ng)��
�O(sh��)��0V�λ��ͨ�^�ĸМy(c��)�^�����ļ���z�y(c��)�������g���ĸĄ�(d��ng)�D(zhu��n)����ֱ��늉�ݔ����Ȼ����PLCģ�M������һ�Kģ��(sh��)�D(zhu��n)��ģ�K��Ȼ��(sh��)�r(sh��)늉��Ą�(d��ng)�D(zhu��n)׃?y��u)��g���Ą�(d��ng)��
�����������Ʒ����U��
1.�O(sh��)������
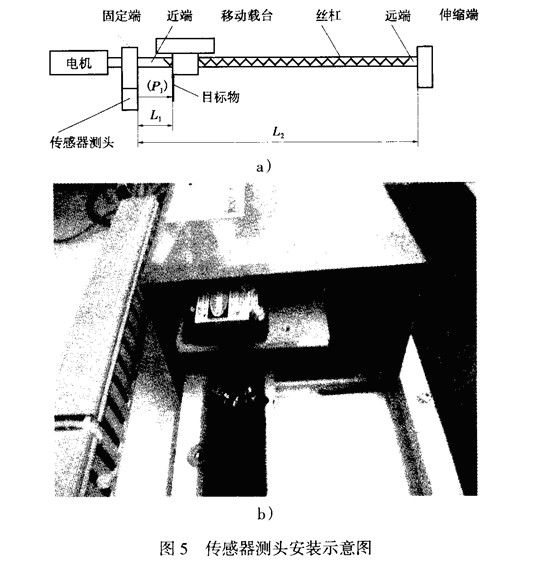
���������y(c��)�^�̶��ڙC(j��)�_(t��i)�̶����ϣ��R�_(d��)��(c��)���������Ƭ����������̶����Ƅ�(d��ng)�d�_(t��i)�ϱO(ji��n)�y(c��)Û�ܶ�Ą�(d��ng)���D5������L1(0mm

1.�O(sh��)������
���������y(c��)�^�̶��ڙC(j��)�_(t��i)�̶����ϣ��R�_(d��)��(c��)���������Ƭ����������̶����Ƅ�(d��ng)�d�_(t��i)�ϱO(ji��n)�y(c��)Û�ܶ�Ą�(d��ng)���D5������L1(0mm
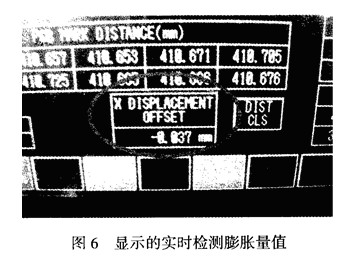
��Û�ܶ�S��ͨ�^PLC�еĸ��N�\(y��n)��(li��n)ϵ���㵽λ�����У��M(j��n)���a(b��)�����㣩�����Ɍ����N�ضȼ���λ�c(di��n)��Û�ܶ���(du��)�a(ch��n)Ʒ���ȵ�Ӱ����������D6���@�F(xi��n)���˙C(j��)�����ϵČ�(sh��)�r(sh��)�z�y(c��)Û�ܶ�ֵ��
�����˷�������TFT-LCD�����I(y��)�еõ��ɹ���(sh��)�`��Ч���ܺá�